Boiler soda online monitoring and analysis system Patent No:202020535520.3

At present, the water treatment equipment operating system is relatively cumbersome and the labor costs are relatively high. Equipment processes use a large amount of dangerous chemicals with hydrochloric acid and sodium hydroxide, and equipment operation and chemical storage are more dangerous. After the failure of the mixing equipment, the regeneration will use a large amount of water, and the environmental protection and sewage pressure will be great.
In order to prevent major security accidents and improve the efficiency of boiler use, the state has proposed relevant regulations and standards for the quality of high -voltage boiler water.GBT 12145-2016The quality of water vapor quality of thermal power generation and steam power equipment;DL/T246-2015Chemical supervision).
In order to control the water quality of the boiler water to meet the standards prescribed by the country, it is necessary to accurately control the impurities in the stove water, the pH, and the oxygen content of the furnace water. As a result, effective and economical guarantee boilers and thermal systems are safe and energy -saving. Controlling the quality of circulating water (furnace water) of the thermal system is the simplest and most direct detection method and control tool for the use efficiency and improvement efficiency of balanced boilers.
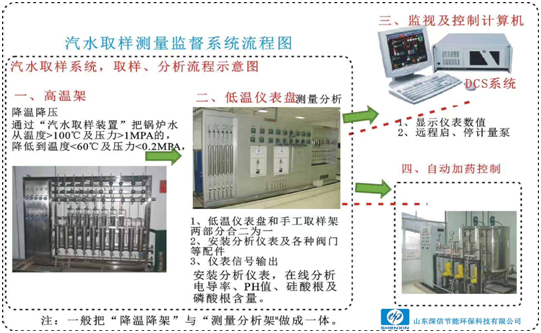
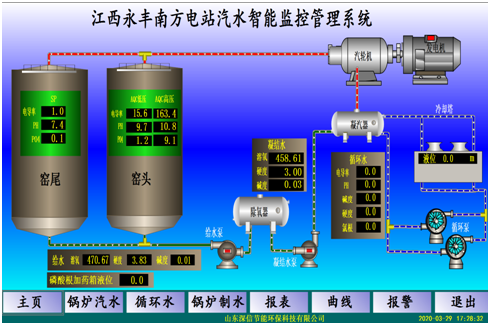
Adopt advanced high -low temperature samples and constant temperature control systems to continuously automatically sample the boiler system stove water, steam, water supply, condensate water, soft water and other samples, so as to achieve constant temperature, constant pressure, and constant currents to online detection instruments for testing for testing Analysis, and the data acquisition system is far passed to the central control room to achieve real -time monitoring, analysis, and records; the data monitored in real time is calculated by the automatic control system to achieve automatic additional drug adjustment of the boiler system.
Detectable indicators:
Hardness, alkali, phosphate, silica, sodium value, conductivity,PH, Chlorine roots, soluble oxygen
 English
English